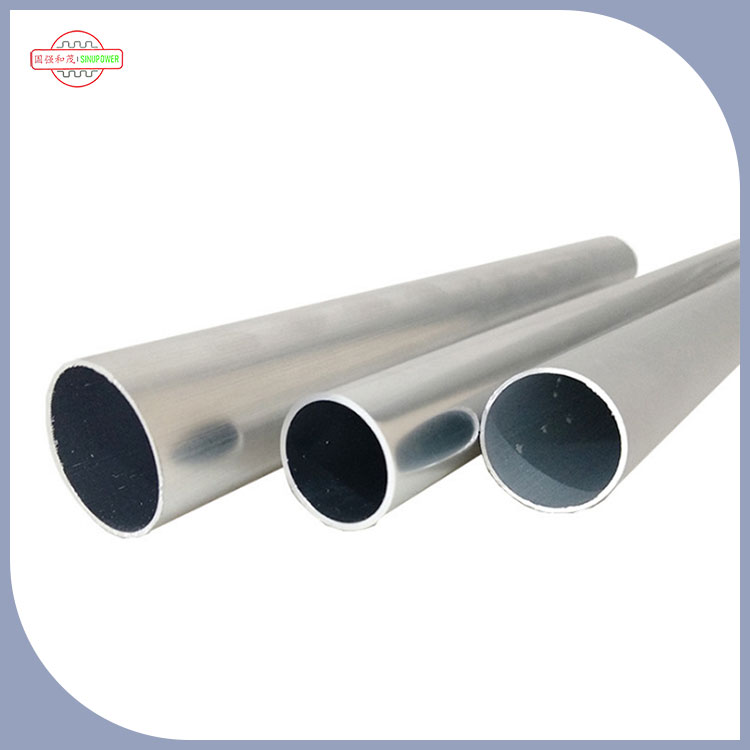
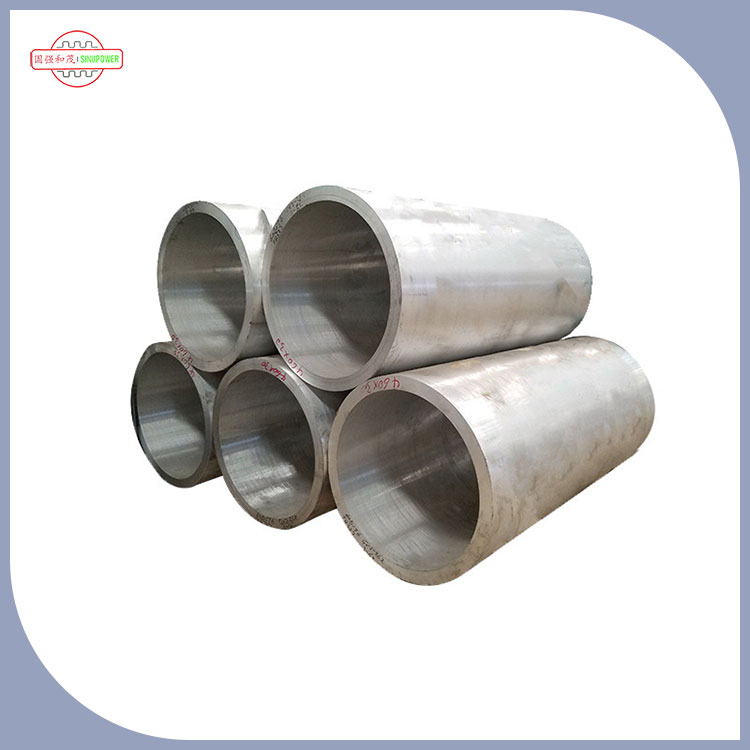
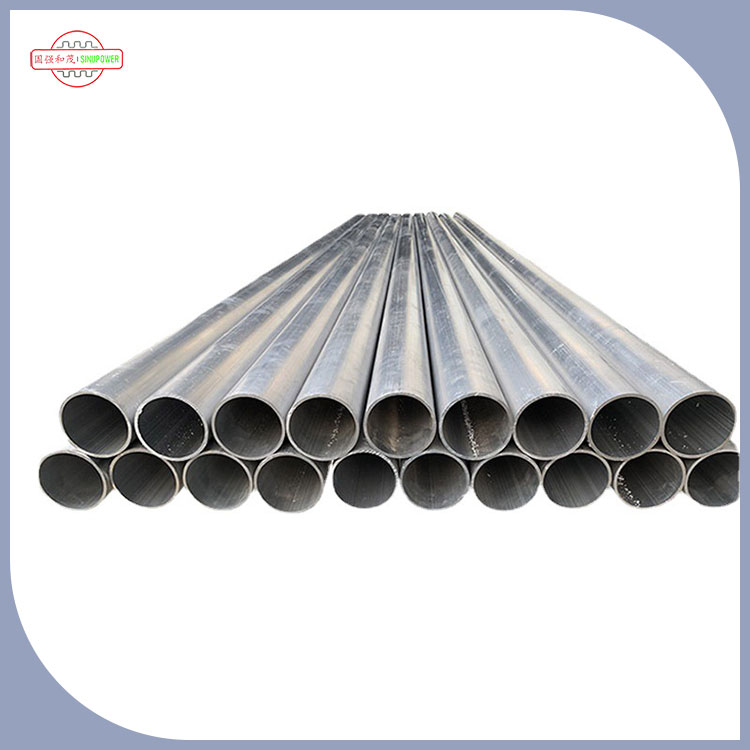
Für Hersteller von Klimaanlagen in der Automobilindustrie beginnt die Zuverlässigkeit des Heizungskerns mit der Integrität der Rohrnähte.Sinupower– ein engagierterHerstellervon Präzisions-Thermokomponenten aus Aluminium – produziertLasergeschweißter, auslaufsicherer Anschluss-Heizungskernschlauchmit Hochleistungs-Faserlasertechnologie. Durch diesen Prozess entsteht eine durchgehende, homogene Schweißnaht, die die bei widerstandsgeschweißten oder mechanisch geschweißten Rohren üblichen Leckpfade eliminiert. Das abgeflachte B-Profil maximiert die Oberfläche für die Wärmeübertragung, während die lasergeschweißte Naht die strukturelle Integrität bei Temperaturwechsel und Kühlmitteldruck gewährleistet. Das Ergebnis: Heizkerne, die über die gesamte Fahrzeuglebensdauer zuverlässig funktionieren. Als FührenderHersteller von HeizkernrohrenSinupower beliefert Automobil-HLK-Zulieferer weltweit mit zuverlässigen, auslaufsicheren Lösungen.
Warum Laserschweißen für Heizkernrohre wichtig ist
SinupowersLasergeschweißter, auslaufsicherer Anschluss-Heizungskernschlauchwird mit einem Verfahren hergestellt, das messbare Vorteile gegenüber herkömmlichen Rohrherstellungsmethoden bietet:
Null-Leck-Leistung
- Das Laserschweißen erzeugt eine durchgehende, homogene Schweißnaht ohne Porosität oder Mikrorisse – wodurch die primäre Fehlerursache von Heizkernen eliminiert wird.
- Eine gleichmäßige Schweißeindringtiefe (typischerweise 0,5–1,2 mm) stellt sicher, dass die Verbindung der Festigkeit des Grundmaterials entspricht oder diese übertrifft.
- Helium-Lecktests bei jeder Produktionscharge verifizieren Leckraten unter 0,5 g/Jahr und Röhrchen.
- Nach dem Schweißen ist kein Zusatzmaterial erforderlich, wodurch das Risiko von Flussmittelrückständen oder einer Versprödung der Lotlegierung ausgeschlossen ist.
Überragende Wärmeübertragungseffizienz
- Das abgeflachte B-Profil erhöht das Verhältnis von Oberfläche zu Volumen und ermöglicht so eine schnellere Wärmeübertragung vom Kühlmittel zur Kabinenluft.
- Die glatte Innenbohrung minimiert den Strömungswiderstand und den Druckabfall im Heizkern.
- Eine gleichmäßige Wandstärke (Toleranz ±0,05 mm) sorgt für eine gleichmäßige Wärmeleitfähigkeit über die gesamte Rohrlänge.
Verbesserte Haltbarkeit bei thermischen Wechselwirkungen
- Beim Laserschweißen entsteht eine metallurgische Verbindung, die wiederholter thermischer Ausdehnung und Kontraktion ohne Ermüdungsrisse standhält.
- Kompatibel mit den Aluminiumlegierungen AA3003 und AA3102, die aufgrund ihrer hervorragenden Wärmeleitfähigkeit (200–220 W/m·K) und Formbarkeit ausgewählt wurden.
- Validiert für mehr als 10.000 thermische Zyklen von -40 °C bis +120 °C ohne Verschlechterung der Schweißnaht.
Saubere, flussmittelfreie Fertigung
- Beim Laserschweißen ist weder Flussmittel noch Lötpaste erforderlich, was das Kontaminationsrisiko verringert und die nachgelagerte Montage vereinfacht.
- Keine Schweißspritzer oder Oberflächenoxidation – die Rohre sind sofort nach dem Schweißen bereit für die Lamellenbefestigung und das Hartlöten der Sammelrohre.
- Die konsistente Schweißnahtgeometrie ermöglicht das automatisierte Einsetzen der Lamellen und das Stapeln des Kerns ohne Ausrichtungsprobleme.
Lasergeschweißtes B-Typ-Rohr im Vergleich zu herkömmlichem Nahtrohr
| Vergleichsfaktor |
Lasergeschweißtes Rohr |
Herkömmlicher Schlauch mit Naht |
| Integrität der Schweißnaht |
Durchgehende, homogene Naht – keine Porosität |
Gebrochene oder mechanisch gefaltete Naht |
| Leckrate (Helium) |
≤0,5 g/Jahr |
1–3 g/Jahr (typisch) |
| Wärmeeinflusszone |
Schmal (≤1,0 mm) – minimale Verzerrung |
Breiter (2–4 mm) – mögliche Verzerrung |
| Schweißfestigkeit |
Entspricht dem Grundmaterial oder übertrifft es |
Typischerweise 70–85 % des Grundmaterials |
| Flussmittel/Kontamination |
Keine – sauberer Prozess |
Es können Flussmittelrückstände zurückbleiben |
| Oberflächenbeschaffenheit |
Glatt, frei von Oxidation |
Schweißspuren, Oxidbildung |
| Nachbehandlung nach dem Schweißen |
Nicht erforderlich |
Möglicherweise ist eine Reinigung oder Beschichtung erforderlich |
| Produktionsgeschwindigkeit |
Hoch – vollautomatisch |
Mäßig – mehrere Umformschritte |
| Kosteneffizienz |
Niedrigere Gesamtkosten (weniger Ausschuss, keine Reinigung nach dem Schweißen) |
Höhere Ausschussquote, zusätzliche Nachbearbeitung |
Herstellungsprozess – von der Spule bis zum fertigen Rohr
Die Produktion vonLasergeschweißter, auslaufsicherer Anschluss-Heizungskernschlauchfolgt einem streng kontrollierten sechsstufigen Prozess vom Spulenmaterial bis zum fertigen Rohr:
Schritt 1 – Materialauswahl
- Basismaterialien: Aluminiumlegierungen AA3003 und AA3102, ausgewählt nach Wärmeleitfähigkeit, Formbarkeit und Lötverträglichkeit.
- Eingehendes Spulenmaterial wird auf chemische Zusammensetzung und Oberflächenqualität geprüft.
- Materialstärkenbereich: 0,20 mm bis 0,60 mm, je nach Anwendungsanforderungen.
Schritt 2 – Streifenformen
- Aluminiumstreifen werden zu einem B-Profil rollgeformt – dem abgeflachten, ovalen Querschnitt, der für Heizkernrohre charakteristisch ist.
- Präzisionsformwerkzeuge sorgen für gleichmäßige Profilabmessungen über die gesamte Spulenlänge.
- Die Inline-Lasermessung überwacht die Profilgeometrie, um Toleranzen einzuhalten.
Schritt 3 – Laserschweißen
- Hochleistungs-Faserlaser (1–3 kW) liefern fokussierte Energie auf die Rohrnaht und erzeugen so eine Schlüssellochschweißung mit tiefem Eindringen und geringer Breite.
- Schutzgas (Argon oder Helium) schützt das Schweißbad vor Oxidation.
- Die Schweißnahtüberwachung in Echtzeit verfolgt die Eindringtiefe, die Schweißnahtbreite und die Porosität und weist automatisch Abschnitte zurück, die nicht den Spezifikationen entsprechen.
Schritt 4 – Schweißnahtglühen
- Lokalisiertes Glühen nach dem Schweißen baut Restspannungen in der Schweißzone ab, ohne die Grundmaterialtemperatur zu beeinflussen.
- Stellt sicher, dass der Schweißbereich eine ähnliche Duktilität und Formbarkeit wie der Rest des Rohrs aufweist.
Schritt 5 – Dimensionierung und Zuschnitt
- Die Rohre werden durch eine Reihe von Kalibrierwerkzeugen auf ihre Endabmessungen kalibriert.
- Mit Präzisionssäge- oder Schergeräten auf kundenspezifische Längen zuschneiden.
- Die Enden werden entgratet und für das Einsetzen der Lamellen oder die Kopfstückbefestigung vorbereitet.
Schritt 6 – 100 % Dichtheitsprüfung
- Jedes Röhrchen wird einer Helium-Massenspektrometrie-Dichtheitsprüfung unterzogen, um die Dichtigkeit zu überprüfen.
- Akzeptanzkriterium: ≤0,5 g/Jahr Leckage.
- Rohre, die den Test nicht bestehen, werden automatisch aussortiert – so wird sichergestellt, dass keine defekten Rohre die Produktionslinie verlassen.
Anwendungsschwerpunkt – Heizkerne für Kfz-HLK
Als VertrauenspersonLieferant von Heizkernrohren für KraftfahrzeugeDie Produkte von Sinupower werden auf mehreren Fahrzeugplattformen eingesetzt:
Primäre Anwendungen
-
HVAC-Systeme für Pkw:Kernkomponente für die Innenraumheizung in Limousinen, SUVs und leichten Lastkraftwagen.
-
Klimatisierung von Nutzfahrzeugen:Hochleistungs-Heizkerne für LKWs, Busse und Off-Highway-Geräte.
-
Wärmemanagement für Elektrofahrzeuge:Integriert in EV-Heizsysteme (Wärmepumpen- oder Widerstandsheizungskonfigurationen).
-
HVAC-Klimageräte:Wird in Gebäude- und Industrieheizungsanwendungen eingesetzt, bei denen kompakte, leckagefreie Wärmetauscher erforderlich sind.
Integrationspunkte in der Heizkernbaugruppe
- Rohre werden zwischen Rippenstapel eingefügt und aufgeweitet oder gelötet, um den Kernblock zu bilden.
- Die Rohrenden werden durch Löten oder mechanisches Fügen mit den Einlass-/Auslasssammlern verbunden.
- Kühlmittel (Motorkühlmittel oder EV-Heizflüssigkeit) strömt durch das Rohrinnere, während Luft über die gerippte Außenseite strömt.
- Die Wärmeübertragung erfolgt von der Flüssigkeit durch die Rohrwand und die Rippen an die Kabinenluft.
Kompatibilität mit Montageprozessen
- Unsere Schläuche sind sowohl mit dem Löten unter kontrollierter Atmosphäre (CAB) als auch mit dem Vakuumlöten kompatibel.
- Die glatte, oxidfreie Schweißnaht erfordert keine zusätzliche Reinigung vor dem Löten – wodurch Prozessschritte und Kontaminationsrisiken reduziert werden.
- Rohrprofile und -längen können an spezifische Kerngeometrien und Anforderungen der Fahrzeugplattform angepasst werden.
Qualitätszertifizierungen und Herstellungsstandards
Die Herstellungsprozesse von Sinupower basieren auf den folgenden zertifizierten Systemen:
Systemzertifizierungen
-
IATF 16949:2016– Qualitätsmanagement im Automobilbereich
-
ISO 9001:2015– Qualitätsmanagement
-
ISO 14001:2015– Umweltmanagement
-
ISO 45001:2018– Arbeitssicherheit und Gesundheitsschutz
Prüfung und Inspektion
- Inline-Maßüberwachung (Lasermikrometer)
- Helium-Dichtheitsprüfung – 100 % der Röhren
- Zug- und Berstprüfung an Schweißproben
- Mikroskopische Prüfung von Schweißnahtquerschnitten
- Oberflächeninspektion mit Bildverarbeitungssystemen
📋 Vollständige Zertifikatskopien sind auf Anfrage erhältlich.
Geistiges Eigentum
-
2 Erfindungspatente– einschließlich eines proprietären Laserschweiß-Positionierungssystems für B-Typ-Rohre.
-
15 Designpatente– deckt einzigartige Rohrprofile und Heizkerngeometrien ab.
-
16 Gebrauchsmusterpatente– konzentrierte sich auf Verbesserungen bei Rohrform- und Schweißprozessen.
Anpassungsmöglichkeiten für Heizkernrohre
Dimensionsanpassung
-
Rohrbreite:12 mm bis 40 mm (vom Kunden angegeben)
-
Rohrhöhe:1,5 mm bis 5,0 mm (abgeflachtes Profil)
-
Wandstärke:0,20 mm bis 0,60 mm
-
Länge:100 mm bis 2.000 mm (Zuschnitt je Bestellung)
-
Toleranz:±0,05 mm bei kritischen Abmessungen
Legierungs- und Beschichtungsoptionen
-
AA3003:Standardlegierung – gute Wärmeleitfähigkeit und Formbarkeit, korrosionsbeständig.
-
AA3102:Variante mit höherer Festigkeit – geeignet für höhere Drücke oder anspruchsvollere Anwendungen.
-
Oberflächenbehandlung:Optionale Zinklamellenbeschichtung oder Konversionsbeschichtung für erhöhte Korrosionsbeständigkeit.
Endform-Optionen
-
Quadratischer Schnitt– Standard für Header-Einfügung
-
Abgeschrägte Enden– zur einfacheren Montage und Dichtungsmontage
-
Erweiterte Enden– für mechanische Kopfverbindungen
-
Kundenspezifische Endprofile– pro Kundenzeichnung

Entwicklungsprozess
-
Anforderungseinreichung:Der Kunde stellt Spezifikationen, Zeichnungen oder Leistungsziele zur Verfügung.
-
Machbarkeitsprüfung:Das Ingenieurteam bewertet Material, Profil und Schweißparameter.
-
Werkzeugdesign:Umform- und Schweißwerkzeuge aus eigener Fertigung.
-
Prototypenlauf:Bis zu 100 Stück zur Kundenvalidierung – nur die Kosten für die Matrize.
-
Produktion:Großserienfertigung mit PPAP Level 3 verfügbar.
-
Lieferung:Planmäßige Lieferungen mit Materialzertifikaten und Prüfberichten.
Qualitätssicherung – So stellen wir eine zuverlässige Schweißqualität sicher
Jede Charge vonLasergeschweißter, auslaufsicherer Anschluss-Heizungskernschlauchdurchläuft unser strenges Qualitätskontrollsystem:
Rohstoffkontrolle
- Aluminiumspulen stammen von ISO 14001-zertifizierten Schmelzöfen mit vollständiger Rückverfolgbarkeit des Materials.
- Eingangskontrolle: chemische Zusammensetzung (OES), Oberflächenqualität und Dickenprüfung.
In-Prozess-Kontrollen
-
Bildung:Echtzeit-Abmessungsüberwachung mit Feedback-Steuerung zur Aufrechterhaltung der Profilgenauigkeit.
-
Laserschweißen:Leistung, Geschwindigkeit und Schutzgasfluss werden kontinuierlich überwacht. Überprüfung der Schweißnahtqualität mittels inline optischer Kohärenztomographie (OCT).
-
Glühen:Lokales Induktionsglühen mit Temperaturüberwachung, um eine gleichmäßige Kornstruktur in der Schweißzone sicherzustellen.
Endkontrolle
-
Abmessungen:Außendurchmesser, Breite, Höhe und Wandstärke gemessen an 3 Punkten pro Rohr.
-
Dichtheitsprüfung:Helium-Massenspektrometrie – 100 % der Röhrchen, ≤0,5 g/Jahr.
-
Schweißnahtprüfung:Visuelle und mikroskopische Überprüfung der Schweißnahtkontinuität.
-
Mechanisch:Zug- und Berstversuche je Wärmebehandlungscharge.
Diese Verfahren stellen sicher, dass jede Lieferung die strengen Qualitätsanforderungen für HVAC-Anwendungen in der Automobilindustrie erfüllt.
Nachhaltigkeit und Umweltkonformität
Energieeffizienz
- Laserschweißen verbraucht deutlich weniger Energie als herkömmliche Lötöfen und reduziert so unseren CO2-Fußabdruck.
- Regenerative Brennertechnologie in Glühprozessen reduziert den Gasverbrauch um 18 %.
Recycling und Abfallreduzierung
- 98 % Materialausnutzung – der gesamte Aluminiumschrott wird getrennt und an zertifizierte Recycler zurückgegeben.
- Im Schweißprozess werden weder Flussmittel noch Lötpaste verwendet, wodurch gefährliche Abfallströme vermieden werden.
Einhaltung
- RoHS-konform – keine eingeschränkten Stoffe in Materialien oder Prozessen.
- REACH-konform – alle Legierungen und Verarbeitungschemikalien entsprechen den aktuellen EU-Umweltstandards.
Häufig gestellte Fragen zu lasergeschweißten Heizkernrohren
F: Was ist der Vorteil des Laserschweißens gegenüber dem herkömmlichen Widerstandsschweißen für Heizkernrohre? A: Laserschweißen erzeugt eine schmalere Wärmeeinflusszone, eine tiefere Schweißnahtdurchdringung und eine gleichmäßigere Naht – was zu geringeren Leckraten, besserer Ermüdungsbeständigkeit und keiner Flussmittelverunreinigung führt.
F: Welche Legierungen sind für dieses Rohr erhältlich? A: Wir bieten AA3003 (Standard) und AA3102 (höhere Festigkeit) an. Kundenspezifische Legierungen können auf Anfrage bewertet werden.
F: Was ist die Standardvorlaufzeit für Produktionsaufträge? A: Die Standardvorlaufzeit beträgt 20–25 Werktage für Bestellungen bis zu 50.000 Stück. Für dringende Anforderungen steht eine beschleunigte Produktion zur Verfügung.
F: Legen Sie jeder Lieferung einen Dichtheitsprüfbericht bei? A: Ja. Zu jeder Lieferung gehören Helium-Lecktestberichte für jede Produktionscharge sowie Materialzertifikate und Dimensionsprüfberichte.
F: Können Sie Rohre mit unterschiedlichen Querschnitten über das B-Profil hinaus herstellen? A: Ja. Während der B-Typ unser Standard-Heizkernprofil ist, können wir für spezielle Anwendungen kundenspezifische Querschnitte (flach, oval, D-förmig) entwickeln.
F: Was ist die maximale Rohrlänge, die Sie produzieren können? A: Die maximale Standardlänge beträgt 2.000 mm. Für längere Anforderungen wenden Sie sich bitte an unser Engineering-Team – je nach Profil und Legierung sind möglicherweise größere Längen möglich.
F: Was ist die typische Vorlaufzeit für die Entwicklung kundenspezifischer Matrizen? A: Kundenspezifische Form- und Schweißwerkzeuge werden in der Regel innerhalb von 15 bis 20 Arbeitstagen fertiggestellt. Prototypenrohre können innerhalb von 10 Arbeitstagen nach der Formfreigabe hergestellt werden.
Sinupower liefertLasergeschweißter, auslaufsicherer Anschluss-HeizungskernschlauchDies ermöglicht Herstellern von Kfz-HLK-Anlagen die Herstellung von Heizkernen mit höchster Zuverlässigkeit, gleichbleibender thermischer Leistung und niedrigeren Gesamtproduktionskosten. Wir laden OEMs, erstklassige HVAC-Lieferanten und Hersteller von Heizkernen ein, sich für Muster, technische Datenblätter oder eine gemeinsame Designprüfung mit uns in Verbindung zu setzen.
Technische Überprüfung:Herr Gao Qiang, Sinupower-Gründer – über 20 Jahre Erfahrung in der Aluminiumextrusion und im Wärmemanagement, einschließlich früherer Führungspositionen bei Fortune-500-Produktionsunternehmen.
Werden Sie Partner von Sinupower – auslaufsichere Präzision für jeden Heizkörper.
📧E-Mail:robert.gao@sinupower.com
🌐Webseite:www.sinupower-transfertubes.com
📄Fordern Sie Muster oder Datenblätter an: Kontaktieren Sie unser Vertriebsteam →
Hot-Tags: Lasergeschweißte, auslaufsichere Verbindungs-Heizkernschläuche, China, Hersteller, Lieferanten, Fabrik, langlebig, Großhandel, Qualität