
Flache ovale Röhrchensind flach oval im Querschnitt (Langachse 80-200 mm, Kurzachse 30-80 mm), und Probleme wie Querschnittsschieb und übermäßige Burrs sind beim Ausschneiden des rechten Winkels anfällig. Professionelle Prozesse und Tools sind erforderlich, um eine präzise Verarbeitung zu erreichen, um die Qualität des nachfolgenden Schweißens oder der Montage zu gewährleisten.
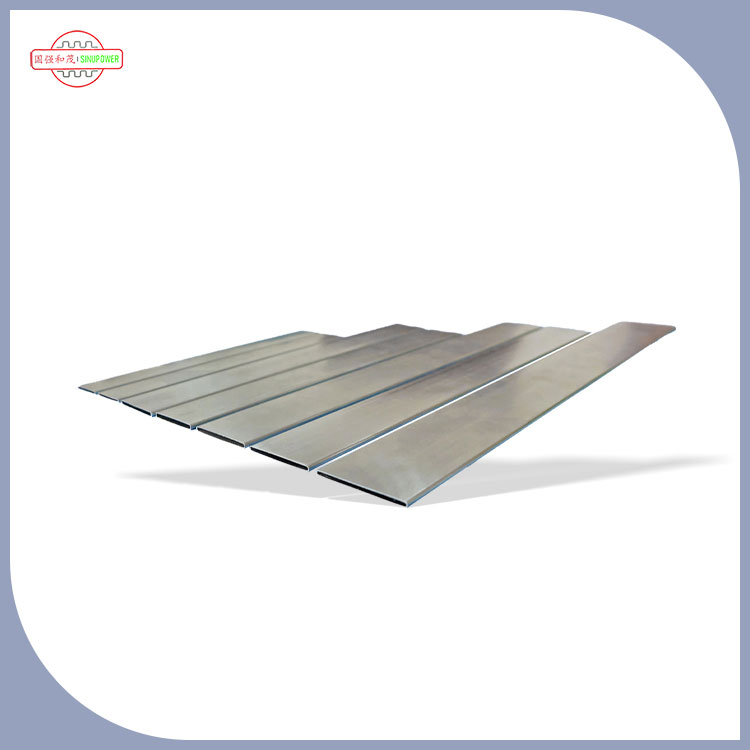
Die Schwierigkeit des Schneidens konzentriert sich auf die Querschnittsmerkmale. Die asymmetrische Struktur flacher ovaler Röhrchen macht es schwierig, die rechtwinklige Genauigkeit der herkömmlichen einheitlichen Methode zu gewährleisten. Wenn die Schnittwinkelabweichung größer als 1 ° beträgt, überschreitet der Spalt der Stöckeverbreitung 0,5 mm, was die Schweißfestigkeit beeinflusst. Wenn die Rohrwanddicke (normalerweise 2-5 mm) ungleichmäßig ist, sind lokale Überhitzung und Verformung anfällig für eintreten. Insbesondere bei der Verarbeitung von Materialien aus rostfreiem Stahl führt hohe Temperatur zu einer Oxidskala, wodurch die nachfolgenden Schleifkosten erhöht werden.
Die Werkzeugauswahl muss mit den Materialien und den Spezifikationen übereinstimmen. Für mit kohlenstoffarmen Stahl mit flachem Ovalrohr mit kohlenstoffarmen Stahl wird das Plasmaabschneiden (Strom 80-120A) empfohlen, wobei eine Schnittgeschwindigkeit von 10 bis 15 mm/s und der Vertikalitätsfehler des Abschnitts innerhalb von 0,3 mm/m gesteuert werden kann; Für Edelstahlmaterialien wird Laserschneidung (Leistung 500-1000W) bevorzugt, wodurch die kontaktlose Verarbeitung durch hochenergetische Lichtstrahlen realisiert wird, die durch optische Faser übertragen werden, mit einer wärmegeräten Zone von <0,1 mm, um eine intergranulare Korrosion zu vermeiden. Dünnwandige Röhrchen (Dicke <3 mm) können mit einer Genauigkeit von ± 0,01 mm CNC-Drahtschneiden verwenden, die für die Verarbeitung von Präzisionskomponenten geeignet ist.
Der Betriebsprozess konzentriert sich auf die Positionierung und Parametereinstellung. Vor dem Schneiden müssen die Rohranpassungen durch Vorrichtungen festgelegt werden, um sicherzustellen, dass die Schneidlinie senkrecht zur Achse ist (Abweichung ≤ 0,5 °), und die Klemmkraft der Gerät wird bei 5-10 mPa gesteuert, um eine Verformung zu verhindern. Während des Plasmasschnitts wird die Düse 3-5 mm von der Rohrwand entfernt gehalten, und der Gasdruck (Luft oder Stickstoff) wird auf 0,6-0,8 mPa eingestellt, um eine Arc-Divergenz zu vermeiden. Das Laserschneiden muss die Fokusposition entsprechend der Wandstärke einstellen, und der Fokus von dickwandigen Rohren wird auf 1/3 der Rohrwand eingestellt, um die Schneideindringung zu verbessern.
Die anschließende Verarbeitung beeinflusst die endgültige Qualität. Nach dem Schneiden ist eine Winkelschleife (mit einem 120-Körpern-Schleifrad) erforderlich, um die Größen zu entfernen, um die Querschnittrauheit ra ≤ 12,5 μm zu machen. Edelstahlrohre müssen Passivierung (10-15 Minuten lang in Salpetersäurelösung eingetaucht) sein, um Rost am Schnitt zu vermeiden. Bei Szenen mit hohen Präzisionsanforderungen (z. B. dem Anbau der Automobilableitungen) muss die rechte Winkelabweichung von einem dreikoordinierten Messinstrument erfasst werden, um sicherzustellen, dass sie dem Toleranzstandard von ± 0,1 ° erfüllt.
Rechte Winkel auf f schneidenlat ovale Röhrchenerfordert die Berücksichtigung sowohl der Ausrüstungsleistung als auch der Prozessdetails. Durch präzise Positionierung, Parameteroptimierung und anschließende Verarbeitung können ein reibungsloser Querschnitt und ein präziser Winkelverarbeitungseffekt erreicht werden, was eine grundlegende Garantie für die Versiegelung und die strukturelle Festigkeit der Pipeline -Verbindung bietet.